Overair heads to flight testing in early 2024, marked by rapid prototype development.
The eVTOL developer is scouting locations in the U.S. for continued flight testing of its inaugural consumer aircraft, AIR One, through the Agility Prime program. Fire Resistant Fiberglass Fabric
Together, the two Spanish companies will outline plans for eVTOL aircraft and operations integration in Europe and Latin America to ensure compatible interaction and maximize aircraft performance.
Following DOA approval, Lilium shifts from the design phase to industrialization, including fuselage matching and joining and a ramp-up of parts production from Tier 1 aerospace suppliers.
The composites-intensive electric aircraft was purchased to meet the airline’s goal of flying a commercial demonstrator by 2026.
The $37 million contract will enable Piasecki to demonstrate its ARES tilt-duct VTOL aircraft and hydrogen fuel cell propulsion technologies.
A new ASTM-standardized test method established in 2022 assesses the compression-loaded damage tolerance of sandwich composites.
Composites automation specialist increases access to next-gen technologies, including novel AFP systems and unique 3D parts using adaptive molds.
Combined LSAM and five-axis CNC milling capabilities will optimize D-Composites’ production services, flexibility and cut time and cost for composite tooling manufacture.
Evaluation of CFRTP m-pipe through Element’s U.K. facility aims to qualify the system for new operating environments.
Innovative prepreg tooling is highly drapable, capable of forming complex carbon fiber tooling shapes, in addition to reducing through thickness porosity and only requiring one debulk during layup.
Simutence and Engenuity demonstrate a virtual process chain enabling evaluation of process-induced fiber orientations for improved structural simulation and failure load prediction of a composite wing rib.
Composites automation specialist increases access to next-gen technologies, including novel AFP systems and unique 3D parts using adaptive molds.
New support will enable climate-friendly, high-performance and aesthetically pleasing interiors made from ekoa natural fiber composite surfaces and panels.
Holding the new Guinness World Record at 11.98 meters, the 3D-printed composite water taxi used a CEAD Flexbot to print two hulls in less than 12 days.
Torayca-based aerospace components have successfully been repurposed into the Lenovo ThinkPad X1 Carbon Gen 12, highlighting the ongoing application of recycled composites.
Novel method for fiber-to-fiber recycling of used textiles and a low-cost, cost-effective precursor for carbon fiber manufacture earn 2023 Walter Reiners Foundation Awards.
Components critical to a bobsled’s functionality — push handles, hand grips and seats — were tailored from Windform materials, heightening both performance and safety for athletes’ racing in the 2026 Winter Olympics.
T50B masterbatch by Mechnano, in partnership with Bomar, streamlines AM resin development, resolving CNT dispersion issues and elevating mechanical performance while catering to various printing technologies
Three prefabricated, low-carbon homes, using Mighty Buildings’ large-format 3D printing and UV-curable resins, will be built in the San Francisco Bay Area as models for future industry developments.
Composites automation specialist increases access to next-gen technologies, including novel AFP systems and unique 3D parts using adaptive molds.
Plastics and composites manufacturers will benefit from Roctool’s heat and cooling induction for molding processes, with increased technical service support and capability demonstrations on a global scale.
Cygnet Texkimp’s Multi Roll Stack and composite recycling technology catalyze ASCEND program’s mission to optimize aerospace, automotive hydrogen storage and CFRP sustainability.
Holding the new Guinness World Record at 11.98 meters, the 3D-printed composite water taxi used a CEAD Flexbot to print two hulls in less than 12 days.
CW explores key composite developments that have shaped how we see and think about the industry today.
Knowing the fundamentals for reading drawings — including master ply tables, ply definition diagrams and more — lays a foundation for proper composite design evaluation.
As battery electric and fuel cell electric vehicles continue to supplant internal combustion engine vehicles, composite materials are quickly finding adoption to offset a variety of challenges, particularly for battery enclosure and fuel cell development.
Performing regular maintenance of the layup tool for successful sealing and release is required to reduce the risk of part adherence.
Increasingly, prototype and production-ready smart devices featuring thermoplastic composite cases and other components provide lightweight, optimized sustainable alternatives to metal.
The composite pressure vessel market is fast-growing and now dominated by demand for hydrogen storage.
The burgeoning advanced air mobility (AAM) market promises to introduce a new mode of transport for urban and intercity travelers — particularly those who wish to bypass the traffic congestion endemic to the world’s largest cities. The electric vertical take-off and landing (eVTOL) aircraft serving this market, because they depend on battery-powered propulsion, also depend on high-strength, high-performance composite structures produced at volumes heretofore unseen in the aerospace composites industry. This CW Tech Days will feature subject matter experts exploring the materials, tooling and manufacturing challenges of ramping up composites fabrication operations to efficiently meet the demands of a challenging and promising new marketplace.
Manufacturers often struggle with production anomalies that can be traced back to material deviations. These can cause fluctuations in material flow, cooling, and cure according to environmental influences and/or batch-to-batch variations. Today’s competitive environment demands cost-efficient, error-free production using automated production and stable processes. As industries advance new bio-based, faster reacting and increased recycled content materials and faster processes, how can manufacturers quickly establish and maintain quality control? In-mold dielectric sensors paired with data analytics technology enable manufacturers to: Determine glass transition temperature in real time Monitor material deviations such as resin mix ratio, aging, and batch-to-batch variations throughout the process Predict the influence of deviations or material defects during the process See the progression of curing and demold the part when the desired degree of cure, Tg or crystallinity is achieved Document resin mix ratios using snap-cure resins for qualification and certification of RTM parts Successful case histories with real parts illustrate how sensXPERT sensors, machine learning, and material models monitor, predict, and optimize production to compensate for deviations. This Digital Mold technology has enabled manufacturers to reduce scrap by up to 50% and generated energy savings of up to 23%. Agenda: Dealing with the challenge of material deviations and production anomalies How dielectric sensors work with different composite resins, fibers and processes What is required for installation Case histories of in-mold dielectric sensors and data analytics used to monitor resin mixing ratios and predict potential material deviations How this Digital Mold technology has enabled manufacturers to optimize production, and improve quality and reliability
SolvaLite is a family of new fast cure epoxy systems that — combined with Solvay's proprietary Double Diaphragm Forming technology — allows short cycle times and reproducibility. Agenda: Application Development Center and capabilities Solutions for high-rate manufacturing for automotive Application examples: battery enclosures and body panels
OEMs around the world are looking for smarter materials to forward-think their products by combining high mechanical performance with lightweight design and long-lasting durability. In this webinar, composite experts from Exel Composites explain the benefits of a unique continuous manufacturing process for composites profiles and tubes called pull-winding. Pull-winding makes it possible to manufacture strong, lightweight and extremely thin-walled composite tubes and profiles that meet both demanding mechanical specifications and aesthetic needs. The possibilities for customizing the profile’s features are almost limitless — and because pull-winding is a continuous process, it is well suited for high volume production with consistent quality. Join the webinar to learn why you should consider pull-wound composites for your product. Agenda: Introducing pull-winding, and how it compares to other composite manufacturing technologies like filament winding or pultrusion What are the benefits of pull-winding and how can it achieve thin-walled profiles? Practical examples of product challenges solved by pull-winding
Composite systems consist of two sub-constituents: woven fibers as the reinforcement element and resin as the matrix. The most commonly used fibers are glass and carbon, which can be processed in plane or satin structures to form woven fabrics. Carbon fibers, in particular, are known for their high strength/weight properties. Thermoset resins, such as epoxies and polyurethanes, are used in more demanding applications due to their high physical-mechanical properties. However, composites manufacturers still face the challenge of designing the right cure cycles and repairing out-of-shelf-life parts. To address these issues, Alpha Technologies proposes using the encapsulated sample rheometer (premier ESR) to determine the viscoelastic properties of thermosets. Premier ESR generates repeatable and reproducible analytical data and can measure a broad range of viscosity values, making it ideal for resins such as low viscous uncured prepreg or neat resins as well as highly viscous cured prepregs. During testing, before cure, cure and after cure properties can be detected without removing the material from the test chamber. Moreover, ESR can run a broad range of tests, from isothermal and non-isothermal cures to advanced techniques such as large amplitude oscillatory shear tests. During this webinar, Alpha Technologies will be presenting some of the selected studies that were completed on epoxy prepreg systems utilizing ESR and how it solves many issues in a fast and effective way. It will highlight the advantages of this technique that were proven with the work of several researchers. Moreover, Alpha Technologies will display part of these interesting findings using the correlations between the viscoelastic properties such as G’ and mechanical properties such as short beam shear strength (SBS).
Surface preparation is a critical step in composite structure bonding and plays a major role in determining the final bonding performance. Solvay has developed FusePly, a breakthrough technology that offers the potential to build reliable and robust bonded composite parts through the creation of covalently-bonded structures at bondline interface. FusePly technology meets the manufacturing challenges faced by aircraft builders and industrial bonding users looking for improved performance, buildrates and lightweighting. In this webinar, you will discover FusePly's key benefits as well as processing and data. Agenda: Surface preparation challenges for composite bonding FusePly technology overview Properties and performance data
The annual Conference on Composites, Materials, and Structures (also known as the Cocoa Beach Conference) is the preeminent export controlled and ITAR restricted forum in the United States to review and discuss advances in materials for extreme environments. The Conference started in the 1970s as a small informal gathering for government and industry to share information on programs and state-of-the-art technology. Attendance has grown to nearly 500 people while preserving this same objective to share needs and trends in high-temperature and extreme environment materials, and the latest information on advanced materials and manufacturing processes. The five-day conference program includes two to three parallel sessions per day on topics including thermal protection materials, ceramic matrix composites, carbon-carbon materials, ballistic technologies, hypersonics, and gas turbine engines. Attendees are engineers, scientists, managers, and operational personnel from the turbine engine, aviation, missiles and space, and protective equipment communities. These communities include the Navy, Air Force, Army, MDA, NASA, DARPA, FAA, DOE, engine manufacturers, missile and aircraft manufacturers, commercial space companies, and material and component suppliers. The Conference will be held in St. Augustine again for 2024! Participation is limited to U.S. Citizens and U.S. Permanent Residents only with an active DD2345 certification.
The 48th International Conference & Exposition on Advanced Ceramics & Composites (ICACC 2024) will be held from Jan. 28–Feb. 2, 2024, in Daytona Beach, Fla. It is a great honor to chair this conference, which has a strong history of being one of the best international meetings on advanced structural and functional ceramics, composites, and other emerging ceramic materials and technologies.
Venue ONLY ON-SITE @AZL Hub in Aachen Building Part 3B, 4th Floor Campus Boulevard 30 52074 Aachen Time: January 31st, 2024 | 11:00-16:00h (CET) This first constitutive session will shape the future of the workgroup. ✓ Insights into solutions for e.g. circularity, recycling, sustainability, end of life etc. ✓ Interactive exchange along the value chain to tackle these challenges: Share your input in the “World Café” workshop session! ✓ Are you a solution provider? Take your chance and present your solution approach in a short 5-minute pitch. Get in touch with Alexander.
The Transformative Vertical Flight (TVF) 2024 meeting will take place Feb. 6–8, 2024 in Santa Clara, California, in the heart of Silicon Valley and will feature more than 100 speakers on important progress on vertical takeoff and landing (VTOL) aircraft and technology.
The Program of this Summit consists of a range of 12 high-level lectures by 14 invited speakers only. Topics are composite related innovations in Automotive & Transport, Space & Aerospace, Advanced Materials, and Process Engineering, as well as Challenging Applications in other markets like Architecture, Construction, Sports, Energy, Marine & more.
JEC World in Paris is the only trade show that unites the global composite industry: an indication of the industry’s commitment to an international platform where users can find a full spectrum of processes, new materials, and composite solutions.
Thousands of people visit our Supplier Guide every day to source equipment and materials. Get in front of them with a free company profile.
Initial demonstration in furniture shows properties two to nine times higher than plywood, OOA molding for uniquely shaped components.
The composite tubes white paper explores some of the considerations for specifying composite tubes, such as mechanical properties, maintenance requirements and more.
Foundational research discusses the current carbon fiber recycling landscape in Utah, and evaluates potential strategies and policies that could enhance this sustainable practice in the region.
In its latest white paper, Exel navigates the fire, smoke and toxicity (FST) considerations and complexities that can influence composites design.
New white paper authored by Eike Langkabel, Sebastian de Nardo, and Jens Bockhoff, examines the best resin formulations for composites used in automotive part production, both structural parts and body panels.
Tension control plays a vital role in composites manufacturing in order to achieve automated processing, continuous processing, reduced scrap, increased product quality, and more, says a new white paper released by The Montalvo Corp.
Online industry event in spring 2024 will feature six presentations covering sustainability in the composites industry.
Austrian research institute Wood K plus makes 95% silicon carbide ceramics more sustainable (>85% bio/recycled content), enables 3D shapes via extrusion, injection molding and 3D printing.
Thermoplastic polymer resin was designed to tackle distinctive industry challenges of large-scale 3D printing while also assisting with sustainability initiatives.
The MB9, representing a combination of high performance and eco-conscious materials use, will be commercially available in time for the 2024 sailing season.
For 42 months, the Aitiip Technology Center will coordinate the EU-funded project to design a new range of intermediate materials, such as pellets or resin-impregnated carbon fibers, which will be used to manufacture more sustainable final products.
Co-located R&D and production advance OOA thermosets, thermoplastics, welding, recycling and digital technologies for faster processing and certification of lighter, more sustainable composites.
During CW Tech Days: Thermoplastics for Large Structures, experts explored the materials and processing technologies that are enabling the transition to large-part manufacturing.
This CW Tech Days event will explore the technologies, materials, and strategies that can help composites manufacturers become more sustainable.
Explore the cutting-edge composites industry, as experts delve into the materials, tooling, and manufacturing hurdles of meeting the demands of the promising advanced air mobility (AAM) market. Join us at CW Tech Days to unlock the future of efficient composites fabrication operations.
The composites industry is increasingly recognizing the imperative of sustainability in its operations. As demand for lightweight and durable materials rises across various sectors, such as automotive, aerospace, and construction, there is a growing awareness of the environmental impact associated with traditional composite manufacturing processes.
Closed mold processes offer many advantages over open molding. This knowledge center details the basics of closed mold methods and the products and tools essential to producing a part correctly.
CompositesWorld’s CW Tech Days: Infrastructure event offers a series of expert presentations on composite materials, processes and applications that should and will be considered for use in the infrastructure and construction markets.
In the Automated Composites Knowledge Center, CGTech brings you vital information about all things automated composites.
CW’s editors are tracking the latest trends and developments in tooling, from the basics to new developments. This collection, presented by Composites One, features four recent CW stories that detail a range of tooling technologies, processes and materials.
CompositesWorld’s CW Tech Days: Infrastructure event offers a series of expert presentations on composite materials, processes and applications that should and will be considered for use in the infrastructure and construction markets.
Explore the cutting-edge composites industry, as experts delve into the materials, tooling, and manufacturing hurdles of meeting the demands of the promising advanced air mobility (AAM) market. Join us at CW Tech Days to unlock the future of efficient composites fabrication operations.
Thermoplastics for Large Structures, experts explored the materials and processing technologies that are enabling the transition to large-part manufacturing.
MVP's Automated Equipment: Revolutionizing Composites Part Production Through Filament Winding within CompositesWorld's CompositesWorld Collections Knowledge Center
Composites One Offers Manufacturing Efficiencies with Aerovac Kitting Solutions within CompositesWorld's CompositesWorld Collections Knowledge Center
A report on the demand for hydrogen as an energy source and the role composites might play in the transport and storage of hydrogen.
This collection features detail the current state of the industry and recent success stories across aerospace, automotive and rail applications.
This collection details the basics, challenges, and future of thermoplastic composites technology, with particular emphasis on their use for commercial aerospace primary structures.
This collection features recent CW stories that detail a range of tooling technologies, processes and materials.
Fibers used to reinforce composites are supplied directly by fiber manufacturers and indirectly by converters in a number of different forms, which vary depending on the application. Here's a guide to what's available.
Fibers used to reinforce composites are supplied directly by fiber manufacturers and indirectly by converters in a number of different forms, which vary depending on the application.
Roving and tow. Roving is the simplest and most common form of glass fiber. It can be chopped, woven or otherwise processed to create secondary fiber forms for composite manufacturing, such as mats, woven fabrics, braids, knitted fabrics and hybrid fabrics. Rovings are supplied by weight, with a specified filament diameter. The term yield is commonly used to indicate the number of yards in each pound of glass fiber rovings. Similarly, tow is the basic form of carbon fiber. Typical aerospace-grade tow size ranges from 1K to 24K (K = 1,000, so 12K indicates that the tow contains 12,000 carbon filaments). PAN- and pitch-based 12K carbon fibers are available with a moderate (33-35 Msi), intermediate (40-50 Msi), high (50-70 Msi) and ultrahigh (70-140 Msi) modulus. (Modulus is the mathematical value that describes the stiffness of a material by measuring its deflection or change in length under loading.) Newer heavy-tow carbon fibers, sometimes referred to as commercial-grade fibers, with 48K-320K filament counts, are available at a lower cost than aerospace-grade fibers. They typically have a 33-35 Msi modulus and 550-ksi tensile strength and are used when fast part build-up is required, most commonly in recreational, industrial, construction and automotive markets. Heavy-tow fibers exhibit properties that can approach those of aerospace-grade fibers but can be manufactured at a lower cost because of precursor and processing differences. (Carbon fiber's high cost and historically significant fluctuations in its supply and demand, generate perennially high interest in the composites industry about the state of the global carbon fiber market, a subject treated in "Supply and demand: Advanced fibers," under "Editor's Picks," at right.)
A potentially significant recent variation is carbon fiber tow that features aligned discontinuous fibers. These tows are created in special processes that either apply tension to carbon tow at differential speeds, which causes random breakage of individual filaments, or otherwise cut or separate individual carbon filaments such that the filament beginnings and ends are staggered and their relative lengths are roughly uniform so that they remain aligned and the tow maintains its integrity. The breaks permit the filaments to shift position in relation to adjacent filaments with greater independence, making the tow more formable and giving it the ability to stretch under load, with greater strength properties than chopped, random fibers. Fiber forms made from aligned discontinuous tows (see “Mats,” below) are more drapable; that is, they are more pliable and, therefore, conform more easily to curved tool surfaces than fiber forms made from standard tow.
Mats are nonwoven fabrics made from fibers that are held together by a chemical binder. They come in two distinct forms: chopped and continuous strand. Chopped mats contain randomly distributed fibers cut to lengths that typically range from 38 mm to 63.5 mm. Continuous-strand mat is formed from swirls of continuous fiber strands. Because their fibers are randomly oriented, mats are isotropic — they possess equal strength in all directions. Chopped-strand mats provide low-cost reinforcement primarily in hand layup, continuous laminating and some closed molding applications. Inherently stronger continuous-strand mat is used primarily in compression molding, resin transfer molding and pultrusion applications and in the fabrication of preforms and stampable thermoplastics. Certain continuous-strand mats used for pultrusion and needled mats used for sheet molding eliminate the need for creel storage and chopping.
Woven fabrics are made on looms in a variety of weights, weaves and widths. Pictured are Jacquard looms at Albany Engineered Composites’ (AEC, Rochester, NH, US) that facilitate manufacture of three-dimensional preforms (that is, fiber reinforcements that are interlocked not only in the x/y directions, but the z-direction (through-thickness). These mass-produced materials shorten the time necessary to develop prepregs and dry fabrics that can be layed up quickly by fabricators. Source: Albany International Corp.
Woven fabrics are made on looms in a variety of weights, weaves and widths. Wovens are bidirectional, providing good strength in the directions of yarn or roving axial orientation (0º/90º), and they facilitate fast composite fabrication. However, the tensile strength of woven fabrics is compromised to some degree because fibers are crimped as they pass over and under one another during the weaving process. Under tensile loading, these fibers tend to straighten, causing stress within the matrix system.
Multilayer fabrics have been woven on traditional 2-D weaving looms for some time. These fabrics are produced by splitting the warp fibers (oriented in the direction of fabric production) to create multiple sheds (spaces through which the weft or filling fibers are inserted at right angles to the warp). If the warp ends are moved up or down during weaving (in Jacquard looms this is done using heddles (pictured above), then the fabric can be made to consist of several layers stacked vertically. Warp ends can be interlaced with fill fibers in the adjacent layer to produce layer-to-layer locked fabrics, or they can be interlaced with fill fibers in the top and bottom layers to create angle-interlocked fabrics. Source: Albany International Corp.
Several different types of weaving are used for bidirectional fabrics. In a plain weave, each fill yarn (i.e., yarn oriented at right angles to the fabric length) alternately crosses over and under each warp yarn (the lengthwise yarn). Other weaves, such as harness, satin and basket weave, allow the yarn or roving to cross over and under multiple warp fibers (e.g., over two, under two). These weaves tend to be more drapable than plain weaves.
Woven roving is relatively thick and used for heavy reinforcement, especially in hand layup operations and tooling applications. Due to its relatively coarse weave, woven roving wets out quickly and is relatively inexpensive. Exceptionally fine woven fiberglass fabrics, however, can be produced for applications such as reinforced printed circuit boards.
Hybrid fabrics can be constructed with varying fiber types, strand compositions and fabric types. For example, high-strength strands of S-glass or small-diameter filaments may be used in the warp direction, while less-costly strands compose the fill. A hybrid also can be created by stitching woven fabric and nonwoven mat together.
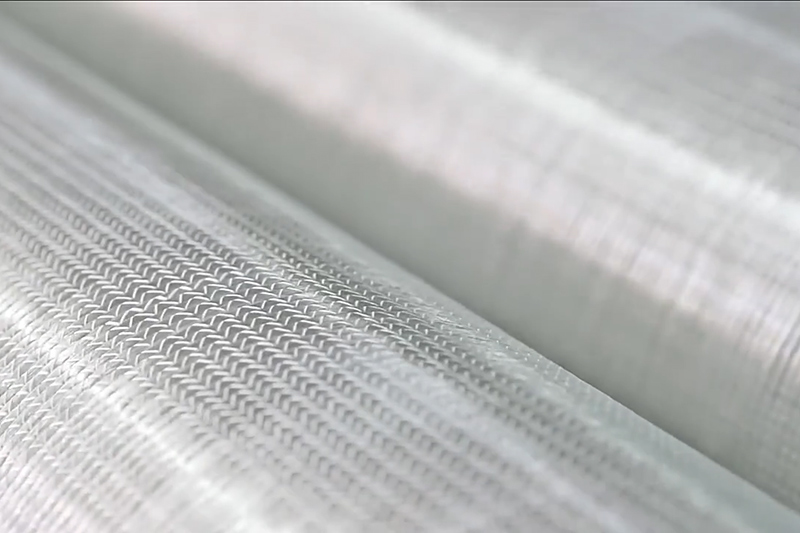
Multiaxials are nonwoven fabrics made with unidirectional fiber layers stacked in different orientations and held together by through-the-thickness stitching, knitting or a chemical binder. The proportion of yarn in any direction can be selected at will. In multiaxial fabrics, the fiber crimp associated with woven fabrics is avoided because the fibers lie on top of each other, rather than crossing over and under. This makes better use of the fibers’ inherent strength and creates a fabric that is more pliable than a woven fabric of similar weight. Super-heavyweight nonwovens are available (up to 200 oz/yd²) and can significantly reduce the number of plies required for a layup, making fabrication more cost-effective, especially for large industrial structures. High interest in noncrimp multiaxials has spurred considerable growth in this reinforcement category.
Braided fabrics are continuously woven on the bias and have at least one axial yarn that is not crimped in the weaving process. The braid’s strength comes from intertwining three or more yarns without twisting any two yarns around each other. This unique architecture offers, typically, greater strength-to-weight than wovens. It also has natural conformability, which makes braid especially suited for production of sleeves and preforms (see “Preforms,” below) because it readily accepts the shape of the part that it is reinforcing, thereby obviating the need for cutting, stitching or manipulation of fiber placement. Braids also are available in flat fabric form. These can be produced with a triaxial architecture, with fibers oriented at 0°, +60°, -60° within one layer. This quasi-isotropic architecture within a single layer of braided fabric can eliminate problems associated with the layering of multiple 0˚, +45˚, -45˚ and 90˚ fabrics. Furthermore, the propensity for delamination (separation of fiber layers) is reduced dramatically with quasi-isotropic braided fabric. Its 0°, +60°, -60° architecture gives the fabric the same mechanical properties in every direction, so the possibility for a mismatch in stiffness between layers is eliminated.
In both sleeve and flat fabric form, the fibers are continuous and mechanically interlocked. Because all the fibers in the structure are involved in a loading event, the load is evenly distributed throughout the structure. Therefore, braid can absorb a great deal of energy as it fails. Braid’s impact resistance, damage tolerance and fatigue performance have attracted composite manufacturers in a variety of applications, ranging from hockey sticks to jet engine fan cases.
The growing sophistication of, and resulting use of, closed molding processes — high-pressure resin transfer molding, in particular — has increased demand for the fiber perform. Preforms are near-net shape reinforcement forms created by stacking and then shaping layers of chopped, unidirectional, woven, stitched and/or braided fiber into a predetermined three-dimensional form. This preform was created and shaped under heat by Albany Engineered Composites (Rochester, NH, US). The preform keeps its shape during transport to the fabricator/customer and during the fabricator's molding process because the fibers and fabrics are fixed in place by a binder resin — typically, a resin compatible with the resin that will form the composite part's matrix. Source: Albany International Corp.
Because of the preform's potential for great processing efficiency and speed, fiber converters have developed software that can predict the behavior of fiber forms and ensure expected performance in the finished part. This diagram illustrates how one converter, Albany Engineered Composites (Rochester, NH, US) uses internally developed design tools that can perform molding process simulations as well as predict the performance of a finished 3-D composite structure. Capabilities include forming simulation and prediction of strength, stiffness and performance vs. failure criteria. Source: Albany International Corp.
Preforms are near-net shape reinforcement forms designed for use in the manufacture of particular parts by stacking and shaping layers of chopped, unidirectional, woven, stitched and/or braided fiber into a predetermined three-dimensional form. Complex part shapes can be approximated closely by careful selection and integration of any number of reinforcement layers in varying shapes and orientations. Because of their potential for great processing efficiency and speed, a number of preforming technologies have been developed, with the aid of special binders, heating and consolidation methods and the use of automated methods for spray up, orientation and compaction of chopped fibers.
Prepregs are resin-impregnated fiber forms, manufactured by impregnating fibers with a controlled amount of resin (thermoset or thermoplastic), using solvent, hot-melt or powder-impregnation technologies. Prepregs can be stored in “B-stage,” that is, a partially cured state, until they are needed for fabrication. Prepreg tape or fabric is used in hand layup, automated tape laying, fiber placement and in some filament winding operations. Unidirectional tape (all fibers parallel) is the most common prepreg form. Prepregs made with woven fibers and other flat goods offer reinforcement in two or more dimensions and are typically sold in full rolls, although small quantities are available from some suppliers. Those made by impregnating fiber preforms and braids provide three-dimensional reinforcement.
Prepregs deliver a consistent fiber/resin combination and ensure complete wetout. They also eliminate the need to weigh and mix resin and catalyst for wet layup. For most thermoset prepregs, drape and tack are “processed in” for easy handling, but they must be stored below room temperature and have out-time limitations; that is, they must be used within a certain time period after removal from storage to avoid premature cure reaction. Thermoplastic prepregs need no refrigeration and are not subject to outlife limitations, but without special formulation, they lack the tack or drape of thermoset prepregs and, therefore, are more difficult to form.
Spread tow is an individual tow (or untwisted yarn) of fiber that has been spread out until the individual filaments lie side-by-side, forming an ultra-thin ribbon. For example, a 12K tow of carbon fiber may be spread from 5 mm to 25 mm in width, reducing its thickness by 80%. These spread tows can be woven into fabric, placed to form a multiaxial noncrimp fabric (NCF) or receive liquid or powder resin to form a spread-tow tape or towpreg. Use of woven spread-tow fabric in place of more convetional reinforcments can result in a 20-30% weight savings in the composite laminate. This is achieved by closing the warp and weft interstitial gaps between warp and weft so that less resin is trapped there, but also by reducing the fiber crimp, resulting in straighter fibers, which boosts strength. Thus, the final composite laminate may use fewer, thinner plies to achieve the same or better performance.
Fiber supplier Hexcel (Stamford, CT, US), claims 5-8% reductions in fabric gaps and the ability to achieve, with carbon fiber, 6K tow properties with 3K tow areal weight, 12K tow properties with 6K tow areal weight, etc. North Thin Ply Technology (NTPT, Penthalaz-Cossonay, Switzerland) claims that any fiber can be spread and claims that very low areal weights are achievable: 30 g/m2 for PAN-based carbon fiber and 14-micron diameter quartz fiber, 35 g/m2 for 9-micron diameter glass fiber, 20 g/m2 for aramid fiber and 30 g/m2 for polybenzoxazole (PBO) and other synthetic fibers. Suppliers of spread tow reinforcements include Hexcel, NTPT, Oxeon (Boras, Sweden), Sigmatex (UK) Ltd. (Runcorn, UK), Chomarat and FORMAX (Leicester, UK). Applications include bicycles, skis, hockey sticks, rackets, sailboats, racecars and the Solar Impulse aircraft.
Recycled carbon fiber (RCF) reinforcements are available in a variety of forms, including chopped fibers cut to specific lengths, chopped fibers compounded as long fiber thermoplastic (LFT) pellets, three-dimensional net-shaped preforms, and randomly oriented chopped fiber mats — either dry or combined with thermoplastics — including polypropylene (PP), polyethylene terephthalate (PET), polyamide (PA or nylon), polyphenylene sulfide (PPS), polyetherimide (PEI), polyetheretherketone (PEEK). The chopped fiber mats also can be processed — for example, via carding — to achieve greater fiber alignment, resulting in better mechanical properties. This variety of products is available from a range of RCF suppliers worldwide, and are recycled using pyrolysis, which burns resin from waste prepreg and cured structures. Technical Fibre Products Inc. (TFP, Schenectady, NY, US and Burneside, UK) makes veils from RCF as light as 2 g/m2.
RCF products are also made in-house from dry fiber manufacturing waste. SigmaRF products reuse Sigmatex’ in-house dry manufacturing waste by combining 45-mm to 60-mm carbon fibers with a thermoplastic carrier to form slivers which are used to make noncrimp fabrics, for example, a 220 g/m2 ±45° carbon fiber/PET biaxial NCF. Other variations include RCF/Kevlar/PEI, RCF/PA and RCF/PES.
Institute of Plastics Processing (IKV) at RWTH Aachen University (ITA, RWTH Aachen University, Aachen, Germany) has taken nascent fibers not collected by rollers during carbon fiber PAN precursor spinning — a carbon fiber production waste or byproduct — and then chopped, carbonized and formed these into homogeneous mats using a continuous airlay process.
New methods are also being developed to produce continuous recycled fibers including solvolysis using alcohols or other solvents to remove resins without burning or high temperatures, pyrolysis and unwinding of filament wound pressure vessels, and use of epoxy resins that enable the matrix to be recycled as a thermoplastic, such as Recyclamine hardeners by Connora Technologies (Hayward, CA, US).
Molding compounds are yet another way to incorporate fibers into a composite. Traditionally, these have been developed by the plastics industry and feature short fibers (2-25 mm) at low weight percentages (5-50%). Putty-like Bulk Molding Compounds Inc.(BMC) is used in injection molding while sheet molding compound (SMC) is used for larger parts and higher strength requirements, typically in a compression molding process. Glass mat thermoplastic (GMT), also a compression moldable material, has continuous random-fiber reinforcement. GMT was developed in the 1960s as a step up from short fiber-reinforced nylon. It has faced increasing competition from long fiber-reinforced thermoplastic (LFRT or LFT) which is produced by cutting small-diameter pultruded continuous glass fiber rods into pellets. LFT features continuous unidirectional fiber running the full length of the pellet and offers properties between GMT and short-glass thermoplastics. In the 1990s, machinery OEMs developed inline compounding (ILC) systems that integrate the previously separate compounding and molding processes. These direct long-fiber thermoplastic (D-LFT) systems combine resin, reinforcement and additives at the press, delivering a measured shot or charge directly to injection or compression molding equipment. This eliminates inventories of pre-compounded product and enables tailored fiber length.
SMC, BMC, GMT and LFT are used in a wide range of applications where complex shapes and molded details are required, including automotive parts, appliances (washing machine tub), medical devices, consumer goods, electronics, sporting goods, brackets, enclosures, parts for transportation vehicles and electrical applications.
Glass fiber is the most common and least expensive reinforcement used in molding compounds, aramid fiber provides wear resistance, stainless steel fiber achieves both electrostatic dissipation (ESD) and electromagnetic interference (EMI) shielding, while carbon fiber provides higher modulus and lower weight as well as ESD properties. Molding compounds reinforced with natural fibers (hemp, flax, sisal and wood-derived fibers) also have been developed, including. These are gaining popularity in automotive, sporting goods and consumer products.
Advanced molding compounds are aimed at higher performance applications including aerospace and military parts. These materials use higher performance resins, such as epoxy, phenolic, vinyl ester, bismaleimide (BMI) and polyimide, and fiber loadings from 45% to 63% by weight. Fibers include carbon and E-glass, but also higher performing S2-glass. TenCate Advanced Composites makes BMCs with epoxy, cyanate ester, Nylon, PPS or PEEK resins and carbon or S2-glass fiber in lengths from 12 mm to 50 mm. HexMC is produced by Hexcel, using 50 mm long carbon fibers and epoxy resin. A variety of other carbon fiber SMC products are available from suppliers that include Continental Structural Plastics(Auburn Hills, MI, US), Quantum Composites (Bay City, MI, US) and a joint venture between Zoltek Corporation (St. Louis, MO, US) and Magna (Paris, France).
Showgoers at the SAMPE 2009 Conference and Exhibiton in Baltimore, Md. found many suppliers undeterred by poor economic news.
Applications aren't as demanding as airframe composites, but requirements are still exacting — passenger safety is key.
Offering weight, cost and process advantages, these “hot zone” resins are moving down the thermometer and into out-of-autoclave structural applications and autoclavable tooling now dominated by epoxies.
History and future developments for high-performance boron fiber.
Discontinuous but aligned carbon fibers are proving formable and formidable in high-performance, compound-curvature applications.
Discussion of the issues in our understanding of thermoplastic composite welded structures and certification of the latest materials and welding technologies for future airframes.
The inaugural CW From the Archives revisits Sara Black’s 2007 story on out-of-autoclave infusion used to fabricate the massive composite upper cargo door for the Airbus A400M military airlifter.

Fiberglass Woven Roving CompositesWorld is the source for reliable news and information on what’s happening in fiber-reinforced composites manufacturing. Learn More